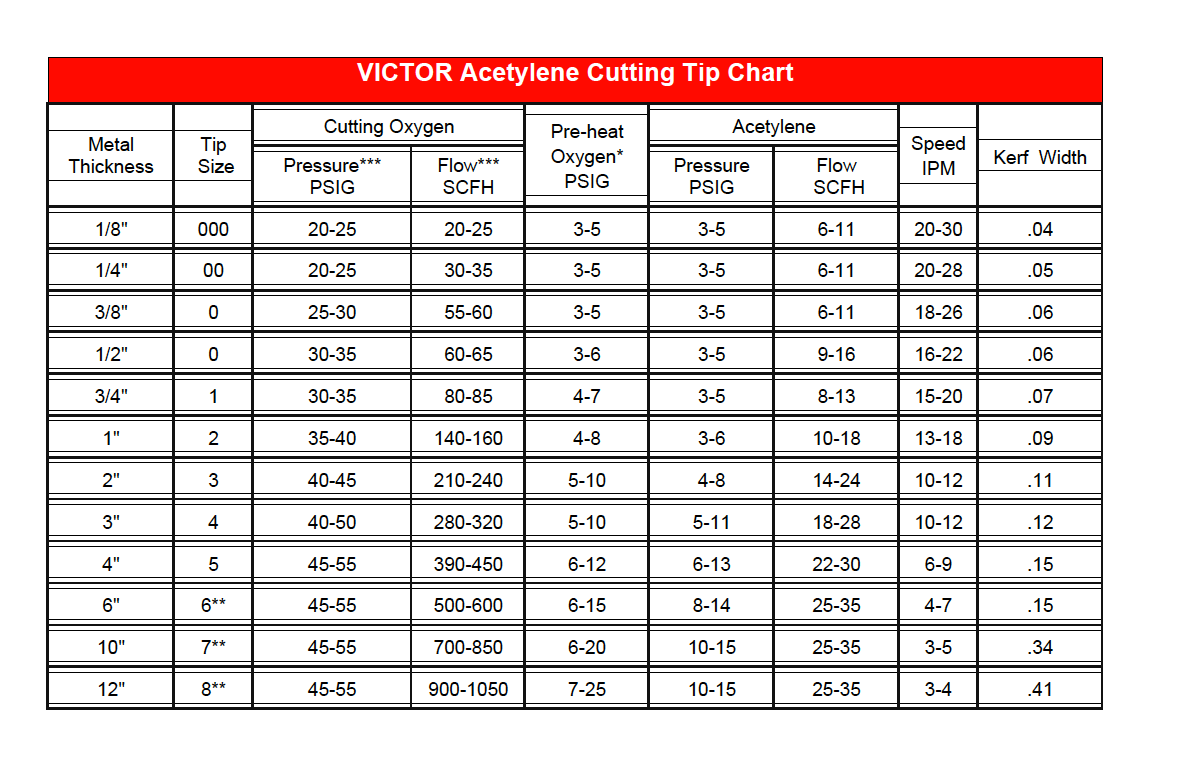
** for best results use appropriate capacity torches and 3/8 hose when using tip size 6 or larger. You must know the manufacturer or model of your torch and/or the part number of the cutting. Oxy acetylene cutting settings are crucial for achieving clean and precise cuts in metal fabrication. As with the previous recommendation, this applies to cutting less than 1.5 inches thick steel. Web cutting torch tip chart example:
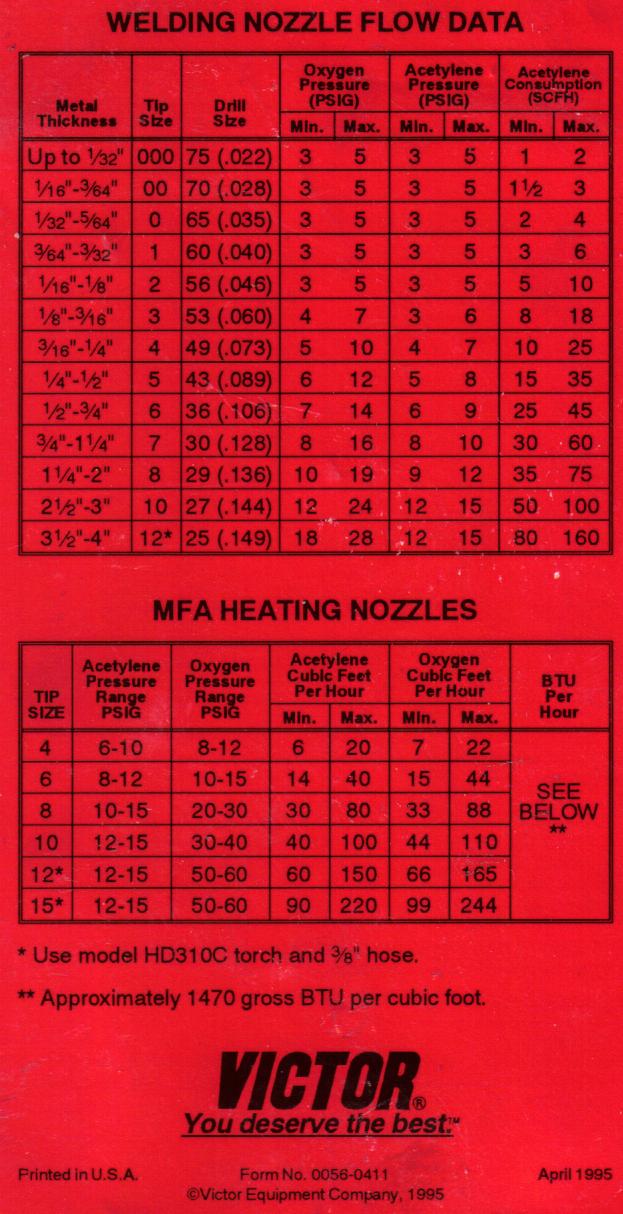
Each tip size is suitable for metal thickness as specified in the chart. **** oxygen consumption is 1.1 times the acetylene under neutral flame conditions. You must know the manufacturer or model of your torch and/or the part number of the cutting. Web the tip sizes range from 000 to 8, coinciding with a metal thickness of 1/8 to 12 inches. The 75º and 90º most suitable for general cutting.
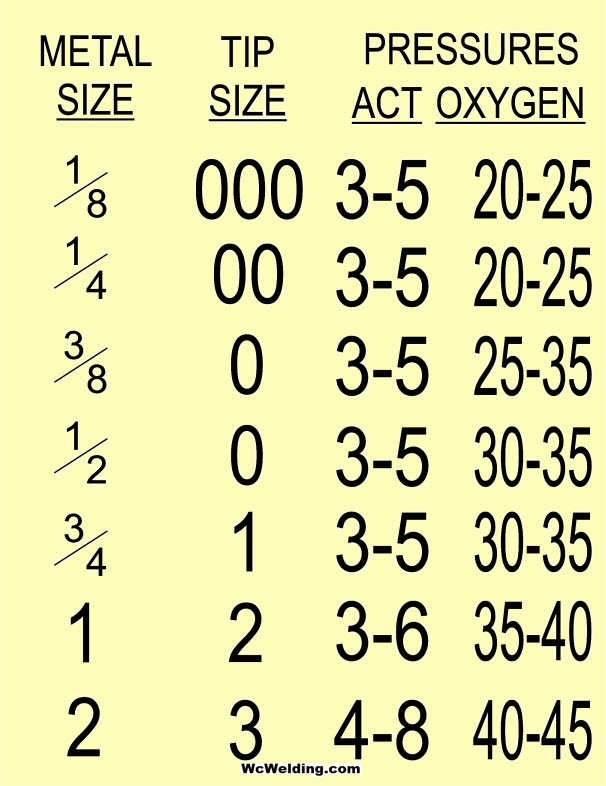
The tip size is determined by the orifice for cutting oxygen gas. The 0º and 45º are suitable for gouging work. As with the previous recommendation, this applies to cutting less than 1.5 inches thick steel. If i want to cut 3/4 inch metal look at the metal size chart and go down do 3/4. Cutting attachment shank cutting nozzle 45º 0º cutting oxygen.
Oxy Acetylene Tip Chart
Victor Brazing Tip Chart Reviews Of Chart
Oxy Acetylene Torch Tip Chart

Oxy Acetylene Victor Welding Tip Chart
Oxy Acetylene Victor Welding Tip Chart

SÜA Oxy/Acetylene Cutting Tips Replacement for 6290 Select Qtty and

Oxy Acetylene Cutting Tip Size Chart

Oxy Acetylene Cutting Pressure Chart
Oxyacetylene Torch Settings Chart

Oxy Acetylene Torch Tip Chart
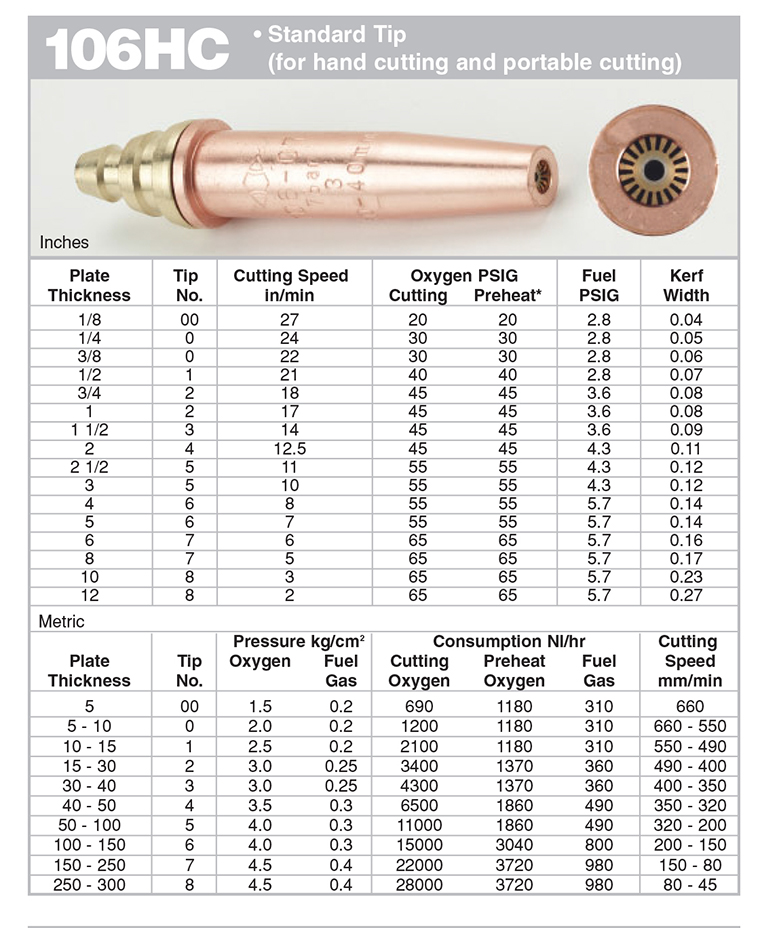
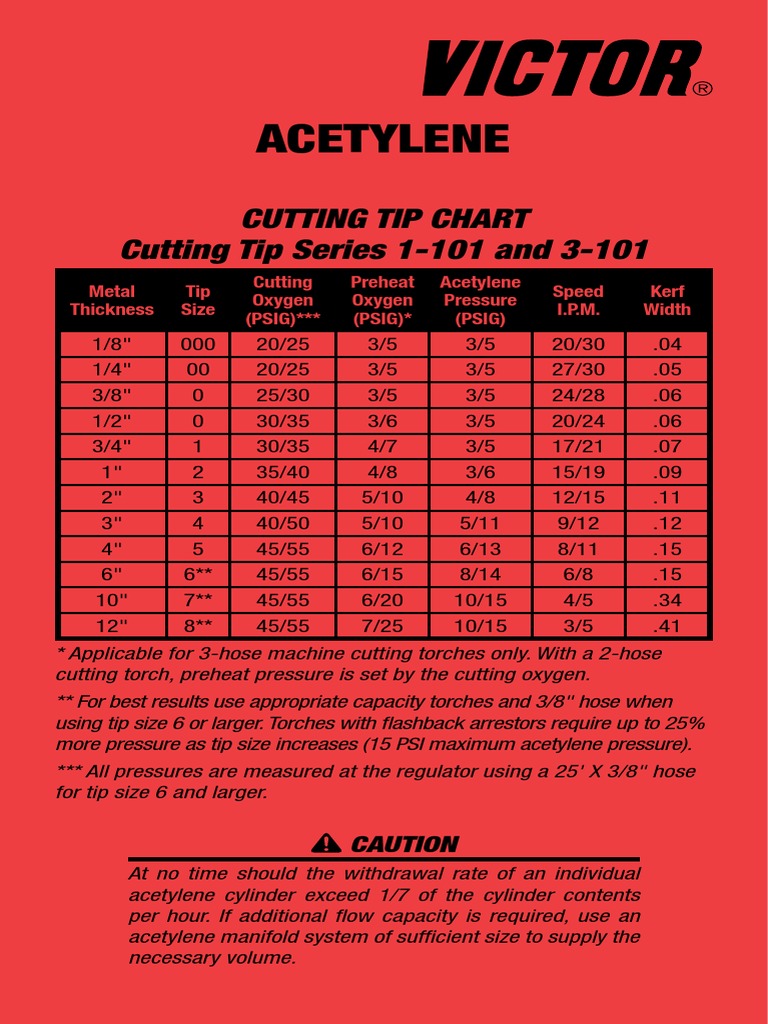
Each gas fuel needs the proper torch tip in order to be used properly and efficiently. Thinner materials require smaller tips, while thicker ones demand larger tips. In order to comfortably and safely see the flame when welding or cutting, welding goggles must be worn. Consult the manufacturer’s guidelines or refer to a tip size chart for the recommended tip size. Cutting attachment shank cutting nozzle 45º 0º cutting oxygen. ** for best results use appropriate capacity torches and 3/8 hose when using tip size 6 or larger. In stock and ready to ship. Web cutting torch tip chart example: Torches with flashback arrestors require up to 25% more pressure as tip size increases (15 psi maximum acetylene pressure). Web the tip sizes range from 000 to 8, coinciding with a metal thickness of 1/8 to 12 inches. Web medium preheat tip with two milled flat sides. As with the previous recommendation, this applies to cutting less than 1.5 inches thick steel. The cutting tip oxy acetylene pressure will depend on the size. ** for best results use appropriate capacity torches and 3/8 hose when using tip size 6 or larger. The tip size is determined by the orifice for cutting oxygen gas.
Flared Cutting Cavity That Supplies Low Velocity Oxygen For Grooving, Gouging And Removing Flawed Welds.
** for best results use appropriate capacity torches and 3/8 hose when using tip size 6 or larger. You must know the manufacturer or model of your torch and/or the part number of the cutting. **** oxygen consumption is 1.1 times the acetylene under neutral flame conditions. The tip is angled at 20º.
** For Best Results Use Appropriate Capacity Torches And 3/8 Hose When Using Tip Size 6 Or Larger.
In stock and ready to ship. Use the right tip size for every job. Consult the manufacturer’s guidelines or refer to a tip size chart for the recommended tip size. Thinner materials require smaller tips, while thicker ones demand larger tips.
The 0º And 45º Are Suitable For Gouging Work.
Web *** all pressures are measured at the regulator using 25' x 1/4 hose through tip size 5 and 25' x 3/8 hose for tip size 6 and larger. The cutting tip oxy acetylene pressure will depend on the size. Web choosing the correct cutting tip for the job is critical to performance and safety. Web cutting torch tip chart example:
As With The Previous Recommendation, This Applies To Cutting Less Than 1.5 Inches Thick Steel.
Web the tip sizes range from 000 to 8, coinciding with a metal thickness of 1/8 to 12 inches. The tip size is determined by the orifice for cutting oxygen gas. Web medium preheat tip with two milled flat sides. *** all pressures are measured at the.